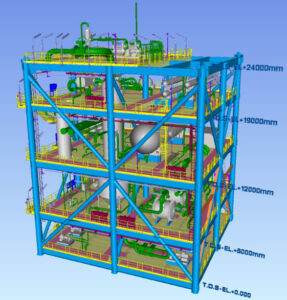
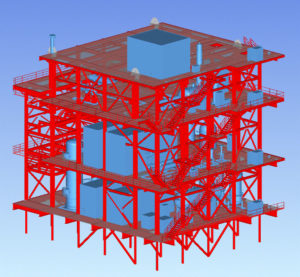
Manufacture and package O2 recovery units with multiple standard capacity sizes for a high volume production client’s sale and leasing fleet.
Key Facts:
Leveraged lean manufacturing process on multi-unit orders for lowest cost supply
Collaborative partnership to deliver best-in-class commercial product
Client:
Environmental Technology Company
Challenge:
The client needed a manufacturing partner that could help them commercialize and launch a new product. The project also entailed the transport of hazardous materials such as crude oil and condensate – which if handled incorrectly can emit volatile organic compounds (VOCs) that are harmful to the environment.
VME Solution:
Thanks to VME’s lean manufacturing processes – as well as the ability to scale production based on an inventory plan – the project remained on budget during commercialization and also gained improvements in the constructability and quality of the equipment.
Within 1-2 business days, we’ll connect you with an expert who will learn everything we need to know about your project so you have an accurate quote, projected timeline, and reliable expectations.
Step three: Achieve your goals
We’ll fight for you and your success every step of the way.